I developed a process and my own custom software for creating macro and microscopic videos with a focus-stacking technique to achieve a large depth of focus at high magnification while maintaining smooth motion. These videos explore the microscopic world in a new way, as motion reveals fascinating 3D structures.
See this page information about the CNC videography setup that I built in order to capture these videos.
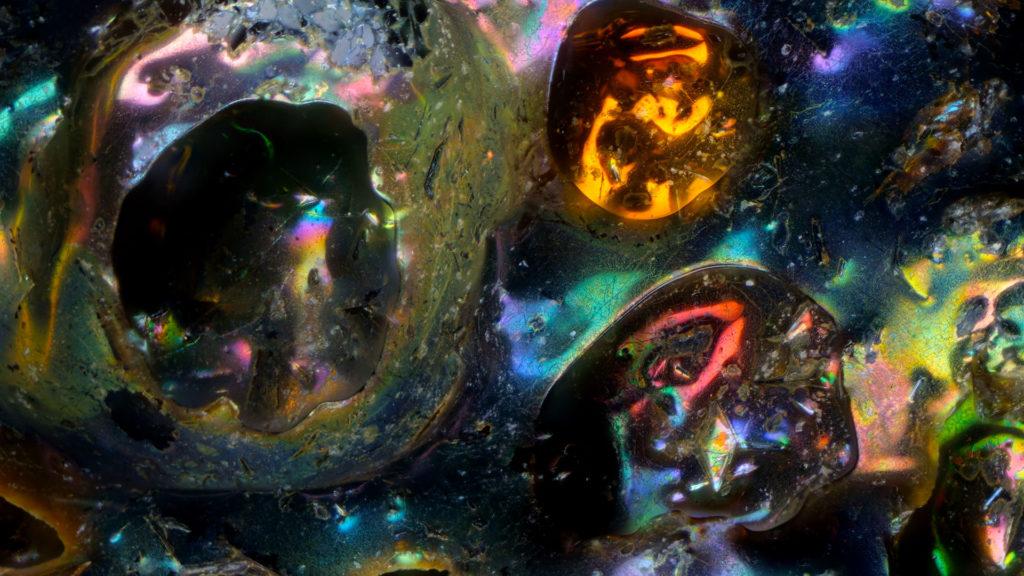
This video of thin-film oxidation on pahoehoe lava won an honorable mention in the 2023 Nikon Small World in Motion competition. Click on the picture to see the full video on Nikon’s website (opens in a new tab):
Includes affiliate links that help offset our expenses at no cost to you. Affiliate programs and affiliations include Amazon Associates and the eBay Partner Network.
I designed and built this setup for macro and micro photography and videography, including a 5-axis CNC motion control system. The mechanical design would be suitable for many types of macro photography, as it is extremely rigid yet easy to adjust. It’s also easy to build, and reasonably affordable if you can find an optical breadboard at reasonable cost. The support structure could work with a less expensive aluminum breadboard or even a plywood base, although it would not be as rigid.
See this page for some videos that I’ve created with this setup.
In this Part 1 video, I go over the mechanical design that helps minimize vibration while allowing very flexible adjustment of the camera positions and angles:
This is a drawing of the brackets that I made, which are the key to making the system very rigid yet also easy to adjust and capable of any angle from about 45 degrees upward to 90 degrees downward. The slot locations are designed to work with the 1545 aluminum extrusion so that they can be adjusted over the full range of angles without having to completely remove the cross-beam from the support posts. Only the top-most (angled) slots’ attachment bolts need to be shifted from one extrusion slot to another in order to go from horizontal to vertical orientation.
Our Sea Eagle kayak makes a fun and very portable sailboat with a sail kit from sailboatstogo.com. It’s compact enough that we can carry it inside our camper van, and take a sailboat on our overland adventures without having to tow a trailer.
As a sailboat, it’s not high-performance but sails pretty well and it can tack upwind because of the leeboards that hang off the sides and take the place of a keel. This video was the first time we used the outriggers and they do make for a more comfortable ride with less heeling over, but they also add some drag. We probably wouldn’t use them in light wind, but we were glad to have them on this day with gusts up to 20 knots.
Includes affiliate links that help offset our expenses at no cost to you. Affiliate programs and affiliations include Amazon Associates and the eBay Partner Network.
This shows how I use my CNC Router with a diamond drag engraving bit to engrave anodized aluminum. I’m making a credit-card-sized map ruler, which I designed for Fortune Bay Expedition Team, as a trinket that we can leave in geocaches when we’re out practicing our navigation skills.
Engraving Feed and Speed
I tried a few different feed depths, which is the distance the Z axis plunges the bit “below” the surface to compress its spring-loaded tip. A depth of 0.5mm gave good results, because it didn’t apply too much pressure and was far enough that it wasn’t significantly affected by variations in the surface height. So I zeroed out the Z axis when the diamond just touched the surface, and then set the depth of cut in VCarve to 0.5mm.
After trying a range of travel speeds, I settled on 1500 mm/min as the fastest speed that gave good-looking results. This has a lot to do with the rigidity of my machine, or lack thereof, as faster speeds gave lines that had more wiggles in them. I think the diamond bit itself could give good results with a faster speed on a more rigid machine.
Vacuum Fixture Details
The vacuum fixture is made from MDF, and I sprayed it with two coats of polyurethane to seal the pores. Probably any type of clear finish would work fine, polyurethane or acrylic for example. It’s not going to seal the material perfectly but it does result in MUCH less air leakage versus unsealed MDF.
It took some trial and error to get a good fit with the 3mm diameter rubber seal, and in the end I cut the groove 2.85mm wide. That gave enough snugness to hold the rubber in place, but not so much that it was hard to put in. The side-to-side compression of the rubber squishes it up a little, so the groove is a full 3mm deep but the rubber gets squeezed above the surface in order to make a seal against the card.
Stuff That I Used
Here are links to the diamond drag bit that I used, plus the parts for the vacuum fixture and the 0.8mm thick business card blanks.
These work well for making an air outlet fitting attached to the vacuum fixture, and my vacuum pump hose has a quick connector that just clips on. Remove the valve core to use as a vacuum fitting.
Green is somewhat hard to find but it’s an attractive color.
VCarve Pro Project File
If you have Vectric VCarve Pro and want to make something similar, you may download my project file below. It was created with VCarve Pro 11.5 and may or may not work in earlier versions of the software.
Includes affiliate links that help offset our expenses at no cost to you. Affiliate programs and affiliations include Amazon Associates and the eBay Partner Network.
I’m using my CNC router to make a travel-sized backgammon and cribbage board, inlaid with epoxy and colored mica powder.
Part 1 – Milling Stock, Cutting Pockets
In this first installment I introduce the project, mill the wood to size, and set up the CNC router to cut the inlay pockets on the backgammon board.
Part 2 – Backgammon Inlay
In the second installment I mix the mica and epoxy, and pour the inlays.
Part 3 – Special Details
In the third installment I add gold edges to the points on the backgammon board, and make the inlay and holes on the cribbage board side.
Part 4 – Finishing It Up
In the fourth and final installment I dye the wooden playing pieces and build the finished boxes with splined miter joints.
Resources
Here are links to some of the tools, materials and software that I’m using in this project:
I dyed the playing pieces using a Keda Aniline Dye 5 Color Kit, and I mixed it following the manufacturer’s instructions but with a higher ratio of dye to water to get more concentrated colors. Here are the amounts of dye I mixed with 3 ounces of warm water:
Red: 1/8 teaspoon Blue: 1/4 teaspoon Green: 1/8 teaspoon yellow + 1/4 teaspoon blue Purple: 1/8 teaspoon red + 1/4 teaspoon blue
Next time I use the blue dye, I’ll mix it with hot (not just warm) water in hopes of getting it to dissolve better.
Includes affiliate links that help offset our expenses at no cost to you. Affiliate programs and affiliations include Amazon Associates and the eBay Partner Network.
I made a quick-release mount for this 7-foot camera boom to shoot videos from various locations in my workshop.
The ball head listed above is inexpensive but its quick-release is not compatible with Manfrotto quick-release plates, which I use on all my gear. So I changed out the plate for the quick-release listed above. You can also get Manfrotto ball heads that come with their quick-release plate, and they’re a bit more expensive but good quality.
My main cameras are a Panasonic GH5 and a Panasonic G95, and prefer to use the G95 on the camera boom because it’s lighter weight. I also have an older Canon EOS Rebel SL1 that I used to shoot many of my previous videos and that’s what I’m showing on the camera boom in this video.
Includes affiliate links that help offset our expenses at no cost to you. Affiliate programs and affiliations include Amazon Associates and the eBay Partner Network.
This video shows how I built a portable wood-fired pizza oven that’s inexpensive, easy to build, weighs only 7.5 pounds, and can be carried easily in a backpack. And it makes fantastic pizza too!
Also see our Cooking with Fire event where we used this oven along with some other great fire cooking techniques.
Materials List
Here are the materials I used to build this oven. I recommend getting these materials locally but in case you can’t, I’ve included links to amazon.com.
Here is the Fusion 360 project file that I used for this design. It is set up specifically for my machine and cutting tools so I make no guarantees that it will work for you, but you are welcome to use it at your own risk.
Includes affiliate links that help offset our expenses at no cost to you. Affiliate programs and affiliations include Amazon Associates and the eBay Partner Network.
I used SketchUp software (now available as a free online app) to design the cart, and here is the model file: WeldingCart.skp. You are welcome to download this model and customize it any way you like.
I used a 4 in. Swivel Vise with Anvil from Harbor Freight. It’s an inexpensive vise but the quality is good enough for my purposes.
Also from Harbor Freight I bought the 8 in. Deep Throat U-Clamp and 12 in. Deep Throat U-Clamp for under $10 each. The 12-inch clamp is deep enough to reach almost anywhere on the 25-inch wide work surface of my cart. Their quality seems pretty good for the price.